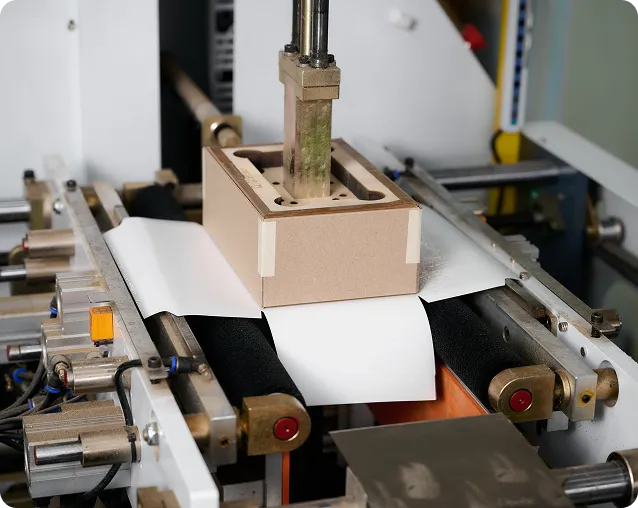
Slitting is the most common converting pain point because small geometric or setup issues show up as dusting, burrs, lane variation, and unstable rewinds. Knife selection should match your web type, thickness, and station mechanics.

What it is: Matched knives that shear the web with controlled overlap/clearance.
When used: Clean edges and low dusting are required on films, foils, and laminates.
What it is: Knives designed to score against an anvil/backing rather than shear fully.
When used: Certain papers/laminates where scoring provides more stable separation.
What it is: Knives that crush material against a hardened shaft/anvil.
When used: Softer webs where crush slitting is preferred for process simplicity.
What it is: Disposable razor blades used in slitting holders (station-defined).
When used: Very thin films requiring low cutting force and quick blade changes.
What it is: Knife sets optimized for high slit count and tight lane widths.
When used: Labels and specialty webs where lane-to-lane consistency matters.
What it is: Knife geometries tuned to avoid tearing and edge wave in fragile structures.
When used: Barrier laminates and foils with sensitive crack propagation behavior.
What it is: Edge geometry selected to reduce fiber pull and fuzzing.
When used: Nonwovens where edge cleanliness impacts bonding/sealing.
What it is: Surface strategies to reduce pickup and heat at the edge.
When used: PSA films, tacky laminates, foams, and residue-forming webs.
What it is: Rotary tooth-pattern tools creating controlled tear lines.
When used: Pouches, wrappers, and packaging formats requiring reliable opening.
What it is: Fine-pitch perforations for controlled tear with minimal dust/aesthetic impact.
When used: Thin films and label stock where appearance matters.
What it is: Perforation patterns aligned to print repeats or sealing features.
When used: Printed packaging where tear lines must align with graphics or functional zones.
What it is: Straight knives with serration for improved bite on slippery webs.
When used: Trim stations where smooth edges skid and cause inconsistent cutting.
What it is: Circular knives for cross-cut/cut-to-length in continuous motion.
When used: High-speed web lines requiring repeatable cut length without stopping.
What it is: Straight blades used for intermittent or guillotine cut stations.
When used: Pouch making and sheet operations with precise cut-to-length needs.
What it is: Blades that chop edge trim scrap into manageable pieces.
When used: Trim removal systems where scrap handling is a bottleneck.
What it is: Thin blades that meter coating weight or wipe rolls clean.
When used: Coating/laminating lines where streak control and consistent film are critical.
What it is: Blades designed for enclosed chamber systems to stabilize fluid delivery.
When used: High-speed systems where leak control and metering stability matter.
What it is: Blades replicated from existing knives when drawings are not available.
When used: Legacy equipment or OEM parts without accessible documentation.
common for general converting wear/toughness balance. → Materials: Carbon & Tool Steels
for humid/wet exposure and certain washdown-adjacent stations. → Materials: Stainless Steels
for abrasive webs and long-run wear needs (application dependent). → Materials: Carbide
reduce pickup and wear; selection depends on chemistry and temperature. → Coatings & Surface Treatments
tuned to maintain edge stability without brittle chipping. → Heat Treatment & Hardness

In converting, small variation can show up as major quality loss across hundreds of lanes or thousands of meters of web. Inspection scope can be aligned to what drives your results:

validate cut edge quality, rewind stability, and defect reduction before scaling.
controlled revision handling to maintain geometry and performance intent.
[LEAD TIME] (depends on material, heat treat, coatings, and inspection scope).
[MOQ] (many items can start small; volume improves pricing)