When evaluating manufacturing workflows, understanding sheet metal cutting services is crucial for both prototypes and large-scale production. Choosing the right cutting method affects precision, cost, and production speed, and it can influence downstream operations like bending, welding, and finishing. Buyers, engineers, and product developers often ask, “How does sheet metal cutting work?” Understanding the end-to-end process ensures components meet design requirements while adhering to operational tolerances.
This comprehensive guide explores everything from initial material selection and sheet thickness guidelines to advanced laser cutting comparisons and fabrication timelines. By integrating sheet metal tolerances with production best practices, manufacturers and clients can make confident, informed decisions, whether working with a small prototype or high-volume production runs.
Understanding Sheet Metal Cutting Services
Sheet metal cutting services encompass a variety of processes designed to shape flat metal sheets into precise components. These services cater to industries ranging from automotive and aerospace to consumer electronics and industrial equipment. Cutting methods are chosen based on factors such as material type, thickness, part complexity, and production volume.
Metal properties, sheet dimensions, and design requirements directly impact the efficiency and accuracy of sheet metal cutting services. Materials with varying hardness, ductility, or thermal conductivity require adjustments in cutting speed, blade type, or laser power. Manufacturers that combine expertise with modern technology can consistently maintain tight sheet metal tolerances while optimizing cost and lead time.
How Does Sheet Metal Cutting Work?
A fundamental question many new clients ask is, “How does sheet metal cutting work?” The process begins with selecting the appropriate metal and defining part geometry. From there, cutting may be achieved through mechanical methods such as shearing, punching, and stamping, or through thermal and energy-based methods like laser, plasma, or waterjet cutting.
Modern sheet metal cutting services often leverage CNC technology, which enables precision, repeatability, and complex geometries that would be difficult or impossible to achieve manually. CNC-based cutting not only improves accuracy but also reduces material waste and accelerates production, which is critical when managing prototypes and large-scale runs. Understanding the entire workflow allows engineers to plan production efficiently and ensure that components meet functional and aesthetic requirements.
Common Sheet Metal Cutting Methods
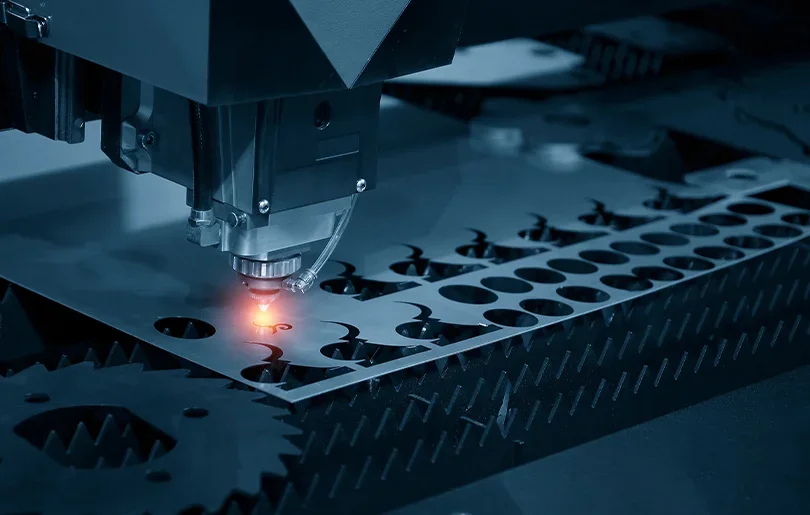
Different cutting techniques are applied depending on the desired output, production volume, and sheet material. Mechanical cutting methods include shearing, stamping, and punching, which are ideal for high-volume, repetitive tasks. Thermal cutting methods, such as laser, plasma, and waterjet, allow for intricate shapes, sharper tolerances, and reduced post-processing.
Laser cutting has gained widespread adoption due to its precision, speed, and ability to handle various sheet thicknesses. Thermal cutting methods also impact the final edge quality, which can influence secondary operations like bending or welding. Considering the method early in design ensures that sheet metal tolerances are consistently maintained, reducing the risk of costly rework.
Sheet Thickness Guide and Material Selection
Selecting the right sheet thickness is a critical factor in determining both the cutting method and the structural performance of the finished part. Thinner sheets are often easier to cut, bend, and form, whereas thicker sheets require more energy-intensive cutting and may demand additional finishing.
Sheet metal tolerances also vary with thickness. For example, thinner aluminium sheets may maintain tighter tolerances during laser cutting, while thicker steel sheets may exhibit slight warping if cutting speeds are not properly controlled. Understanding these relationships ensures that prototypes accurately reflect final production parts and prevents downstream issues during assembly or testing.
Maintaining Sheet Metal Tolerances
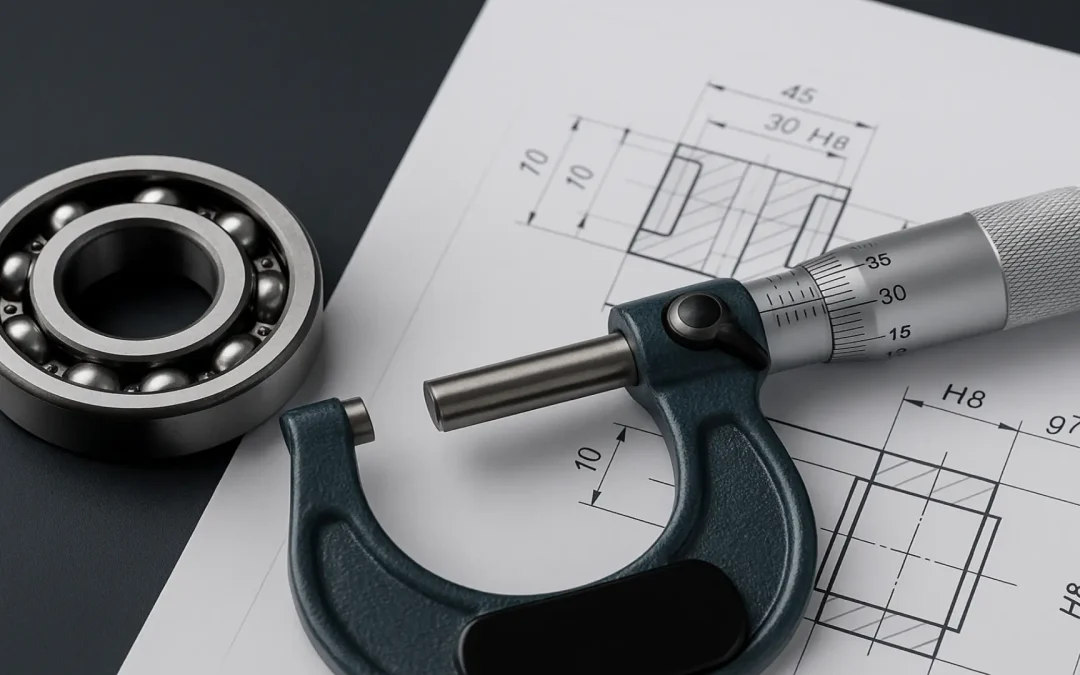
Precision is a hallmark of professional sheet metal cutting services, particularly in high-stakes industries. Maintaining sheet metal tolerances is influenced by machine calibration, cutting method, operator expertise, and material properties. CNC-controlled equipment is particularly effective at achieving consistent dimensions across large production batches. In professional fabrication environments, tolerance control is closely tied to established dimensional measurement and manufacturing practices widely adopted across the industry.
Typical sheet metal cutting tolerances:
| Cutting Method | Typical Tolerance | Notes |
| Laser (thin sheet) | ±0.1 – ±0.2 mm | Depends on material & thickness |
| Punching | ±0.15 – ±0.2 mm | Hole position critical |
| Waterjet | ±0.2 – ±0.3 mm | Minimal heat-affected zone |
| Plasma | ±0.5 mm or higher | Higher HAZ may affect bendability |
Tolerance control is especially important when components must interface with other parts, fit into enclosures, or comply with safety regulations. Manufacturers often employ advanced measurement tools to verify dimensions, ensuring that both prototypes and large-scale production parts conform to engineering specifications. This focus on precision reduces scrap rates and maintains high quality throughout production.
Sheet Metal Bending Considerations
Sheet metal cutting is almost always followed by bending, and in many cases, welding or assembly. Understanding bending is crucial to designing parts that can be fabricated accurately.
Key considerations include:
- Cutting and bending relationship: Cutting methods impact the edge quality and residual stresses, which affect bend accuracy.
- K-factor selection: Defines the neutral axis location and is material- and thickness-dependent.
- Bend radius: Must be chosen based on material type, thickness, and temper to prevent cracking.
- Material-specific limits: Some materials, like aluminium 7075, are prone to forming issues and may require alternate alloys or process adjustments.
Mini wrong-selection examples:
- A laser-cut part with a tight internal radius cracked during bending → corrective action: increase bend radius or switch material.
- Thick laser-cut steel plate warped during bending due to heat input → corrective action: switch to waterjet cutting or reduce laser power.
Incorporating bending considerations ensures reliable, functional components and prevents costly rework downstream.
Prototype Fabrication vs. Large-Scale Production
Sheet metal cutting services differ significantly when applied to prototype fabrication versus large-scale production. Prototype work emphasizes flexibility, fast turnaround, and iterative testing. During this stage, manufacturers may use smaller batches, specialized tooling, and close collaboration with designers to refine dimensions, material choice, and tolerances.
Large-scale production, on the other hand, focuses on efficiency, repeatability, and cost optimization. Maintaining tight sheet metal tolerances across hundreds or thousands of parts requires robust process control, automated machinery, and consistent quality assurance measures. Understanding the differences between prototypes and production allows companies to scale effectively without compromising part integrity or design intent.
CNC vs. Manual Cutting Approaches
Modern sheet metal cutting services heavily rely on CNC technology, which allows for precise, repeatable cuts based on digital designs. CNC systems reduce human error and can cut complex geometries with consistent edge quality.
Manual cutting methods may still be relevant for low-volume prototypes or specialized components, but they typically lack the precision and speed of CNC operations. Leveraging a professional CNC cutting service ensures accurate dimensions, consistent sheet metal tolerances, and reduced production delays, which is especially critical for projects requiring tight fit or high-quality surface finishes.
Laser Cutting Comparison
Laser cutting is a popular technique due to its speed, precision, and adaptability to various sheet thicknesses. Unlike mechanical shearing, lasers produce smooth edges and minimize material deformation. This method also allows intricate patterns, reducing the need for secondary finishing operations.
When comparing laser cutting to other techniques, it’s important to consider the cost per part, energy consumption, and edge quality requirements. Laser cutting excels in achieving tight sheet metal tolerances, making it ideal for aerospace, electronics, and other precision-focused industries. Manufacturers often combine laser cutting with CNC programming to maximize both efficiency and accuracy. Hole size limitation: Holes smaller than ~0.5× material thickness may not cut cleanly, which must be considered during design.
Learning from Real-World Mistakes: Sheet Metal Cutting Case Studies
Mini-Case: Plasma Cut Edge Cracking
A manufacturer selected plasma cutting for 3mm stainless steel brackets to save on cutting costs. During the bending operation, multiple parts cracked along the cut edges due to excessive heat-affected zone (HAZ) from plasma cutting.
Corrective Action: Switched to laser cutting, which produced cleaner edges with minimal HAZ. Bend success rate improved from 65% to 98%, and the slight cost increase was offset by eliminated scrap and rework.
Section 2: Within “Sheet Thickness Guide and Material Selection”
Mini-Case: Waterjet Cutting Thick Aluminium
A product team specified waterjet cutting for 25mm aluminium plates to avoid thermal distortion. However, the waterjet’s slower cutting speed caused significant production delays, pushing delivery dates back by three weeks.
Corrective Action: After consulting with the fabricator, they switched to laser cutting with optimized parameters and intermittent cutting patterns to manage heat buildup. Production time reduced by 60% while maintaining acceptable flatness tolerances.
Section 3: Enhanced “Sheet Metal Bending Considerations”
Replace your existing mini examples with these expanded versions:
Mini-Case 1: Tight Radius Cracking
An electronics enclosure design specified a 1mm internal bend radius on laser-cut 2mm aluminium 5052-H32 parts. During the first production run, 40% of parts exhibited micro-cracks at the bend line, visible under quality inspection.
Root Cause: The minimum bend radius for this material and temper should have been 2mm (1× thickness).
Corrective Action: Design was revised to 2.5mm bend radius. For areas requiring the tighter radius, the team switched to aluminium 5052-O (annealed) which offers better formability, achieving a 97% first-pass yield.
Mini-Case 2: Laser-Induced Warping
A fabricator laser-cut 12mm mild steel plates for structural components. During bending, operators noticed significant warping and dimensional inconsistency, with parts varying by ±1.5mm from print specifications.
Root Cause: High laser power created excessive heat input, causing thermal distortion in the thick material. The residual stresses were then released during bending, causing unpredictable warping.
Corrective Action: Switched to waterjet cutting for plates over 10mm thickness. The cold-cutting process eliminated thermal distortion, and bend accuracy improved to ±0.3mm, meeting design tolerances.
Section 4: New subsection after “Maintaining Sheet Metal Tolerances”
Learning from Common Mistakes
Mini-Case: Punching vs. Laser for High-Precision Holes
A medical device manufacturer used CNC punching for mounting holes in 1.5mm stainless steel panels to reduce costs. However, hole position tolerance of ±0.25mm caused assembly issues with mating components requiring ±0.1mm accuracy.
Corrective Action: Switched critical alignment holes to laser cutting while maintaining punching for non-critical features. Hybrid approach reduced per-part cost compared to full laser cutting while meeting assembly requirements.
Mini-Case: Material Hardness Oversight
A team specified laser cutting for hardened tool steel (HRC 58) brackets without consulting the fabricator. The laser struggled to cut cleanly, producing rough edges and requiring extensive secondary grinding operations.
Corrective Action: Material was changed to pre-hardened steel (HRC 30-35) that laser cuts cleanly, with final hardening performed after cutting and forming. This eliminated grinding operations and reduced lead time by 5 days.
Section 5: Within “Prototype Fabrication vs. Large-Scale Production”
Mini-Case: Prototype-to-Production Transition
During prototyping, a company used waterjet cutting for complex automotive brackets due to design flexibility. When transitioning to production runs of 5,000+ units, the slow cutting speed made waterjet economically unfeasible.
Corrective Action: Design was optimized for laser cutting by slightly simplifying internal cutouts (changing sharp internal corners to 0.5mm radius). This maintained functionality while reducing per-part cutting time from 8 minutes to 90 seconds, making high-volume production viable.
Fabrication Timeline and Process Planning
Planning the fabrication timeline is essential for managing both prototypes and full-scale production. Sheet metal cutting services involve several stages: material preparation, cutting, finishing, and inspection. Each stage can be influenced by machine availability, part complexity, and batch size.
A realistic timeline ensures clients can meet deadlines without compromising quality or tolerances. Coordination with experienced providers, such as a metal fabrication company, allows for proactive scheduling, optimized workflow, and minimized downtime. Efficient planning is especially important when parts are intended for assembly with other components or integration with processes like injection molding service.
Advantages of Professional Sheet Metal Cutting Services
Partnering with an experienced provider of sheet metal cutting services offers several advantages. Expert operators and modern equipment maintain high precision, reduce scrap, and optimize material use. Furthermore, professional services provide guidance on material selection, sheet thickness, and tolerances, ensuring functional and aesthetic requirements are met.
For complex projects, leveraging external expertise can prevent costly errors, accelerate project timelines, and ensure that both prototypes and production parts adhere to quality standards. Collaboration with a trusted metal fabrication company ensures that clients receive reliable, scalable solutions tailored to their specific industry needs.
Quality Control and Inspection
Maintaining strict quality standards is essential in sheet metal cutting services. Inspection verifies that parts meet dimensional requirements, surface finish standards, and sheet metal tolerances. Tools such as coordinate measuring machines (CMM), laser scanners, and digital callipers ensure accuracy and repeatability.
Thorough inspection during both prototype and production phases ensures components integrate properly with assemblies and meet industry regulations. By adopting rigorous quality control, manufacturers minimize scrap, rework, and production delays, reinforcing overall operational efficiency and customer satisfaction.
Conclusion
Sheet metal cutting services play a critical role in transforming flat metal sheets into precise, functional components for prototypes and large-scale production. Understanding how different cutting methods affect precision, tolerances, cost, and production timelines enables engineers, product developers, and buyers to make informed decisions.
By integrating best practices, modern technology, and expert oversight, manufacturers can maintain tight sheet metal tolerances, optimize material use, and ensure consistent quality across all production runs. If you are ready to explore high-precision sheet metal cutting services tailored to your project needs, contact us today to discuss your requirements with our experienced team.
Frequently Asked Questions
1 How does sheet metal cutting work?
Sheet metal cutting works by removing or separating material using mechanical or energy-based methods, such as shearing, punching, laser, plasma, or waterjet cutting.
- What are typical sheet metal tolerances?
Tolerances vary depending on cutting method, material, and part design. Laser and CNC cutting typically achieve tighter tolerances, often within 0.005 inches. Maintaining accurate sheet metal tolerances is critical for parts that fit into assemblies or undergo secondary operations.
3 Can prototypes and production parts use the same cutting process?
Yes, but prototype fabrication prioritizes flexibility and rapid iteration, whereas large-scale production emphasizes consistency, speed, and cost efficiency. Adjustments in tooling, sheet thickness, and tolerances may be necessary for each phase.
4 How does laser cutting compare to other methods?
Laser cutting offers high precision, clean edges, and minimal deformation. Mechanical methods like shearing or punching may be more cost-effective for simple, high-volume parts but can compromise edge quality.
5 What internal services support sheet metal cutting?
Professional providers often coordinate with CNC cutting services, metal fabrication companies, and secondary processes like injection melding service to deliver end-to-end manufacturing solutions.